Пресс для кирпича схема

Мини-завод для кирпича G3-М.210 «Витязь»
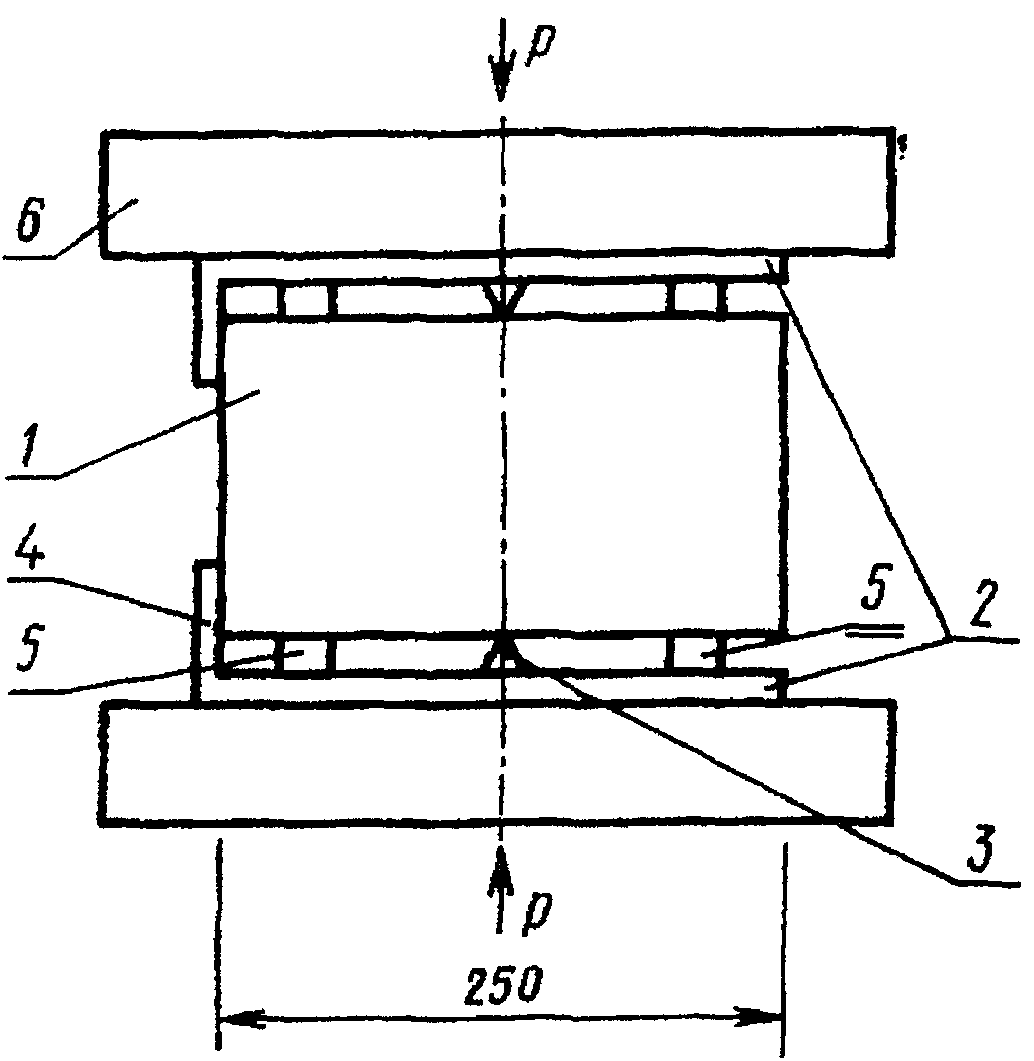
Все права защищены. E-mail: mega-power asia-business. Tel: 86 В случае использования ссылка на сайт обязательна. Главная страница Карта сайта Ваши запросы Новости Почта. Харбин Гидравлический пресс автоматического действия для производства кирпичей. Гиппер прессование В основе работы пресса марки НDP лежит процесс прессования двухстороннего керамического порошкообразного сырья, с незначительным содержанием влаги полусухое прессование предназначенного для изготовления стеновых стройматериалов.






Технология производства гиперпрессованного сотового кирпича - инновационный метод изготовления материала без обжига и сложной подготовки сырьевой смеси. Формование сотовых кирпичей - основной и самый важный этап всей технологической цепочки. Именно на этом этапе изделия приобретают свою геометрическую форму и свойственные им характеристики. Прессовое оборудование, входящее в состав производственного комплекса для гиперпрессованного кирпича «КПБК», работают по принципу так называемой холодной сварки, когда активированные мельчайшие фракции веществ соединяются между собой посредством воздействия на смесь высокого давления. Для повышения эффективности производства технология предполагает оптимизирование состава сырьевых смесей и режимов прессования.
- Лего кирпич производится методом полусухого прессования материалов мелкой фракции без последующего обжига.
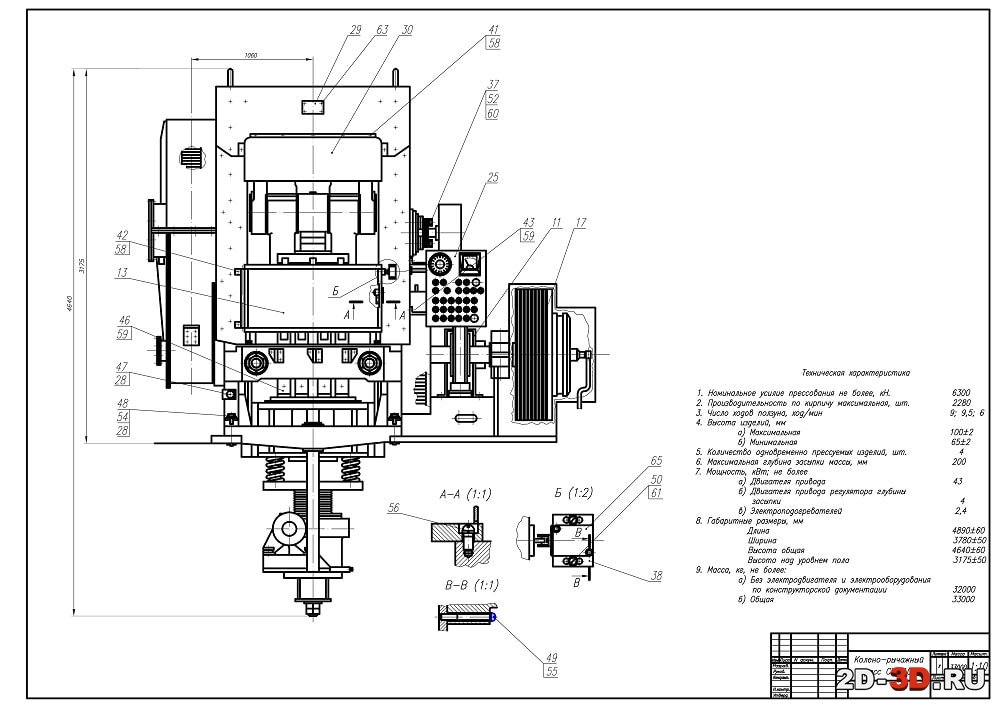
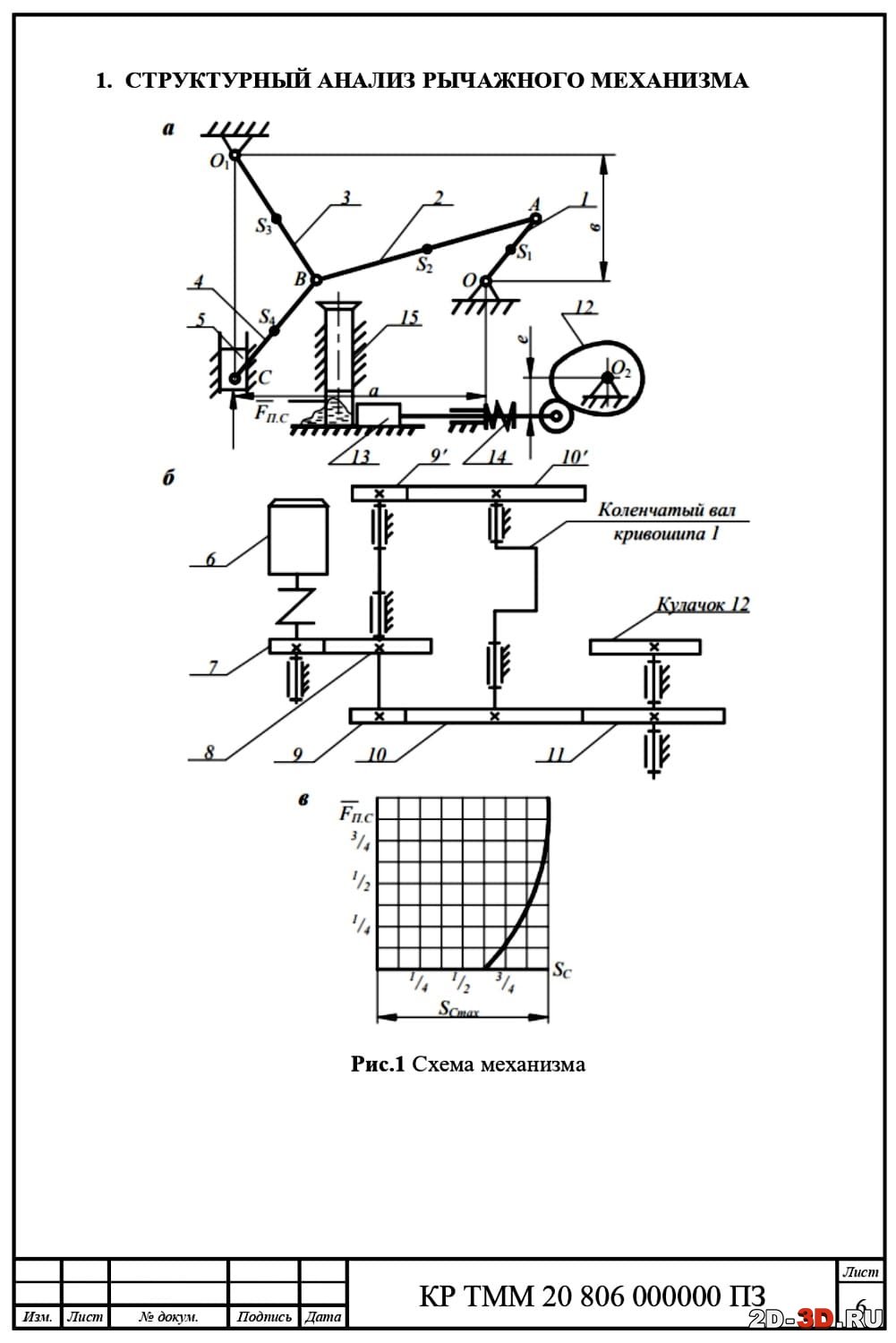
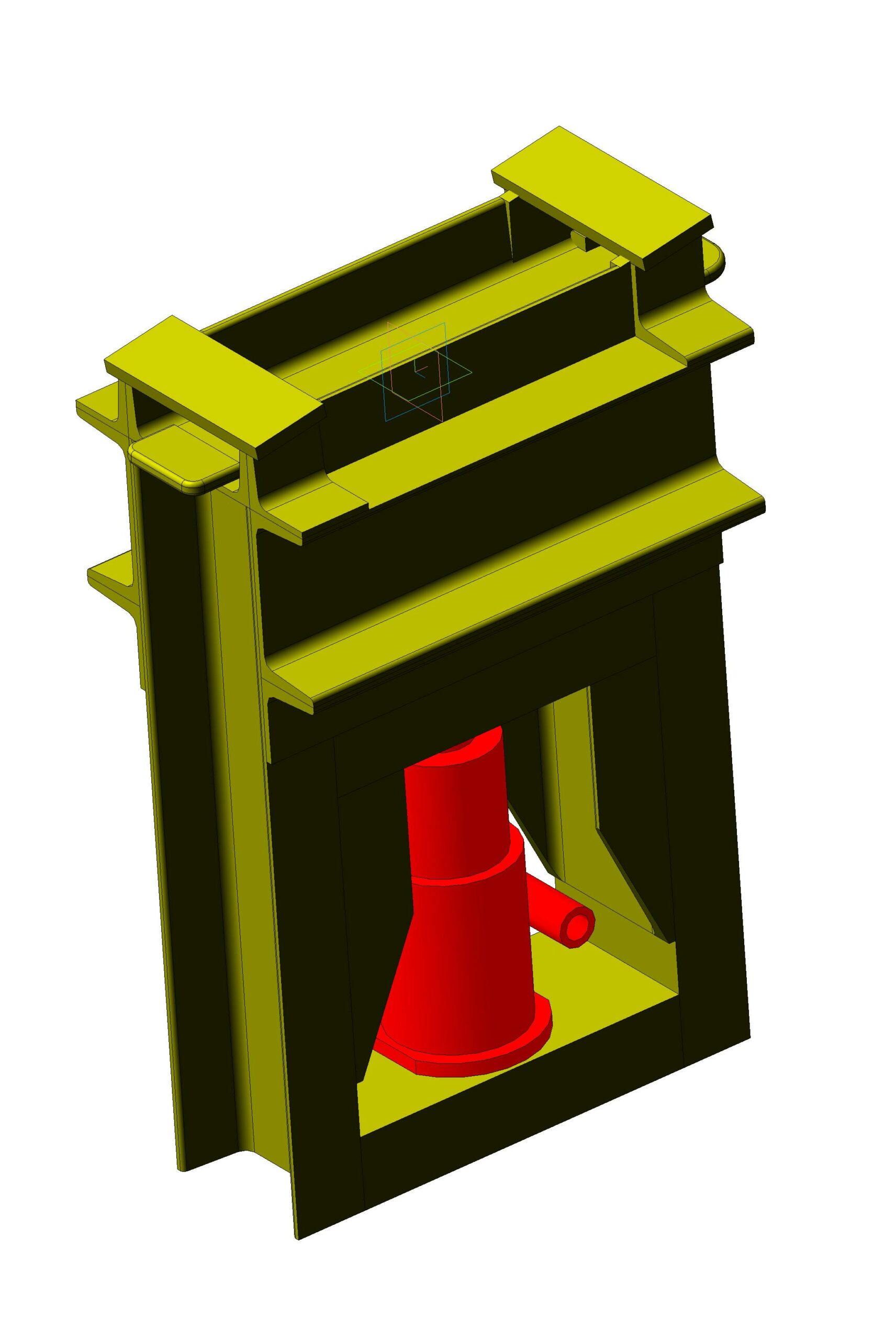
- Жесткая рама из 12 швеллера, клиновой замок верхней крышки обеспечивают жесткость и прочность конструкции. Большая длина пуансона из го швеллера обеспечивает скольжение без затирания внутри матрицы.
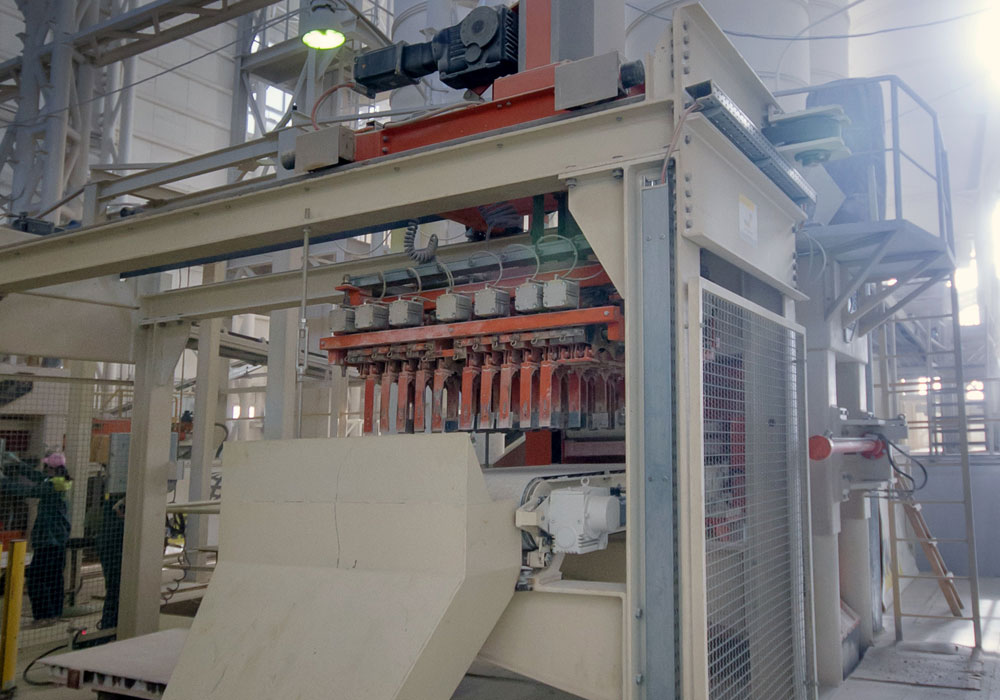
- Наиболее значимыми и высокотехнологичными машинами, выпускаемыми компанией Инвест-Технология являются гидравлические прессы серии VIKING , в которых реализованы самые передовые технологии, позволяющие прессам данной серии быть экономичными, надёжными, высокопроизводительными и точными и одновременно привлекательными по стоимости по сравнению с зарубежными аналогами. Инновационная система засыпки силикатной массы в пресс-формы, оборудованная мощной и быстроходной мешалкой, системой вибраторов и футерованная тефлоном , позволяет вывести процесс заполнения пресс-форм на качественно новый недостижимый ранее уровень.

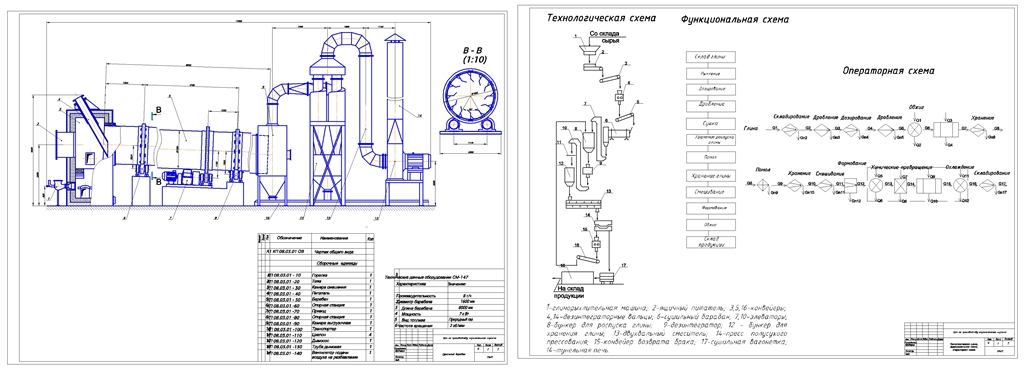

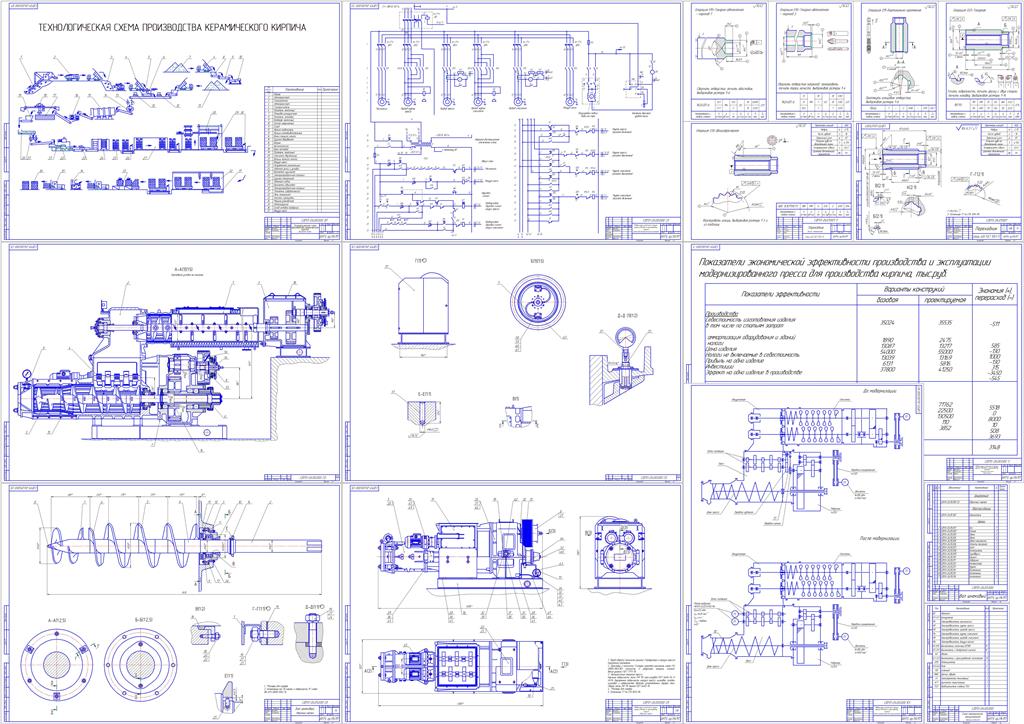

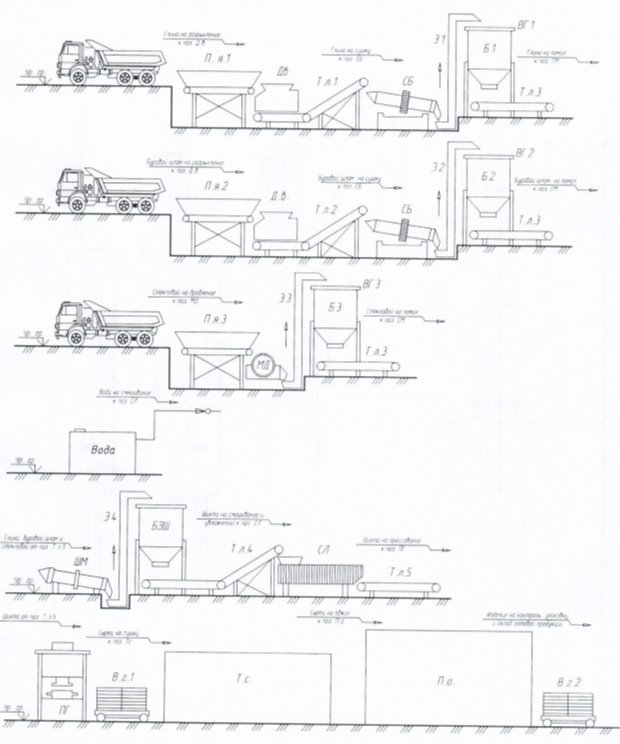
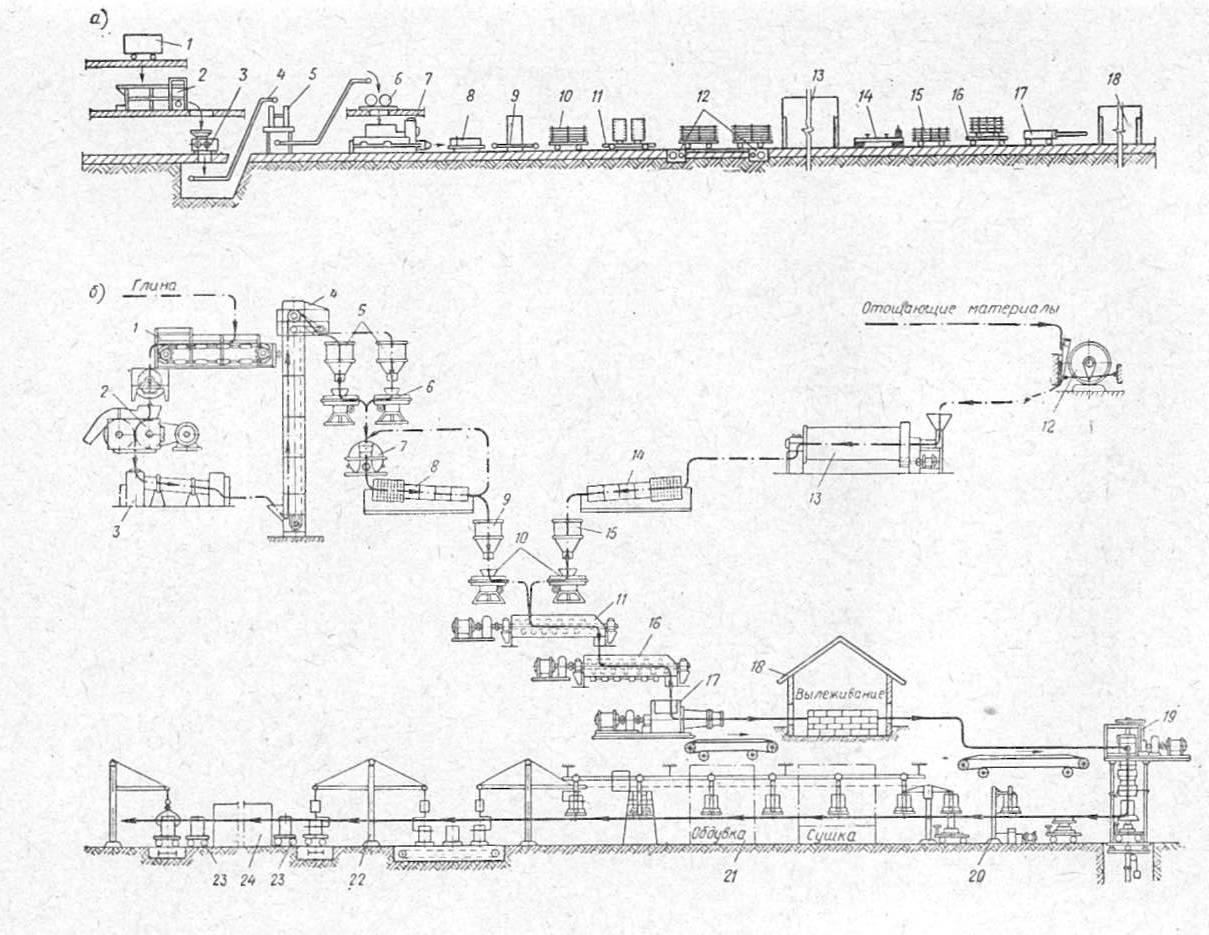
Effective date : Полезная модель относится к производству строительных материалов, а именно к изготовлению кирпича методом полусухого прессования. Известна технологическая линия для производства клинкерного кирпича методом полусухого прессования, включающая участок предварительной обработки глинистого сырья, состоящий из глинодробилки, вальцов, питателя, участок для прессования заготовок и сушки, включающий гранулятор, сушильный барабан, пресс полусухого прессования, участок для сушки и обжига, на участке предварительной обработки глины установлены между питателем и гранулятором бункера-дозаторы и глиномешалка, а на участке прессования заготовок и сушки устроен промежуточный склад гранулята между гранулятором и сушильным барабаном, также после сушильного барабана в технологической последовательности включаются бункера-запаса для высушенного гранулята, стержневой смеситель, виброгрохот, бункера для пресс-порошка и мешалка-питатель, а участок для сушки и обжига выполнен в виде кольцевой печи со съемным сводом см. В вышеуказанных технических решениях недостатком является налипание глины на внутреннюю поверхность устройств для сушки и измельчения глины, а также то, что сушка изделий производится за счет дополнительных источников теплоэнергии, что значительно снижает их эксплуатационные характеристики. Была поставлена задача повысить эксплуатационные характеристики линии для изготовления кирпича методом полусухого прессования. Отличительные признаки, заклющающиеся в том, что линия снабжена дополнительной сушильной камерой, имеющей, по меньшей мере, три зоны, средняя из которых связана с прессом и входом в обжиговую печь, а боковые зоны - с выходом обжиговой печи и со складом готовой продукции, позволили снизить энергозатраты, за счет того, что сушка изделий, поступивших из пресса в среднюю зону, происходит равномерно за счет теплоотдачи изделий, поступивших в боковые зоны из обжиговой печи, которые в свою очередь равномерно остывают.


Похожие статьи
- Сайты вышиванию крестиком - ВЫШИВАЙ. com - Вышивка крестом: бесплатные схемы для
- Своими руками сделать из кирпича арку - Арки из кирпича своими руками
- Городской пейзаж схема вышивки крестом бесплатно - Каталог схем для вышивки крестом - бесплатно выши
- Схема отопления частного дома своими руками схема фото - Схема отопления 2-х этажного частного дома: